Expertenwissen
Läpp- und Poliertechnik
Läppen ist ein spanendes maschinelles, gegebenenfalls auch von Hand ausgeübtes, zeitbestimmtes Fertigungsverfahren zur Glättung von Oberflächen oder zum Abtrennen von Werkstückteilen bei Einhaltung enger Toleranzen. Das Schneidkorn ist ungebunden (Wikipedia). Läppen ist Spanen mit losem, in einer Paste oder Flüssigkeit verteiltem Korn, dem Läppgemisch, das auf einem meist formübertragenden Gegenstück bei möglichst ungeordneten Schneidbahnen der einzelnen Körner geführt wird (Definition nach DIN 8589).
Wir möchten unseren Kunden mehr Wissen an die Hand geben, damit sie die für ihre Bedarfe optimalen Maschinen, Verfahren und Verbrauchsmittel sicher anwenden und so perfekte Ergebnisse erzielen können.
Technikeinführung
Oberflächen-Feinbearbeitung
Schleifen
Charakteristisch für das Schleifen ist die feste Bindung des Kornes im spanabhebenden Bearbeitungsverfahren
Läppen
Nach DIN 8589 ist der Läppvorgang ein Spanen mit losem, in einer Flüssigkeit verteiltem Korn.
Polieren
Beim Polieren ist das Schleifkorn weich im Trägerwerkzeug eingebettet.
Es kann sich noch bewegen, aber im Gegensatz zum Läppen nicht mehr rollen.
Polierläppen
Ein Arbeitsgang mit den Vorteilen von beiden Techniken: Läppen bringt uns einen hohen Materialabtrag, Polieren bringt den Glanz.
Ebenheitsmessung
Formabweichung bei Ebenheit und Rauheit stehen bei den Bearbeitungsverfahren Läppen, Polierläppen und Polieren im Vordergrund.
Rauhtiefe
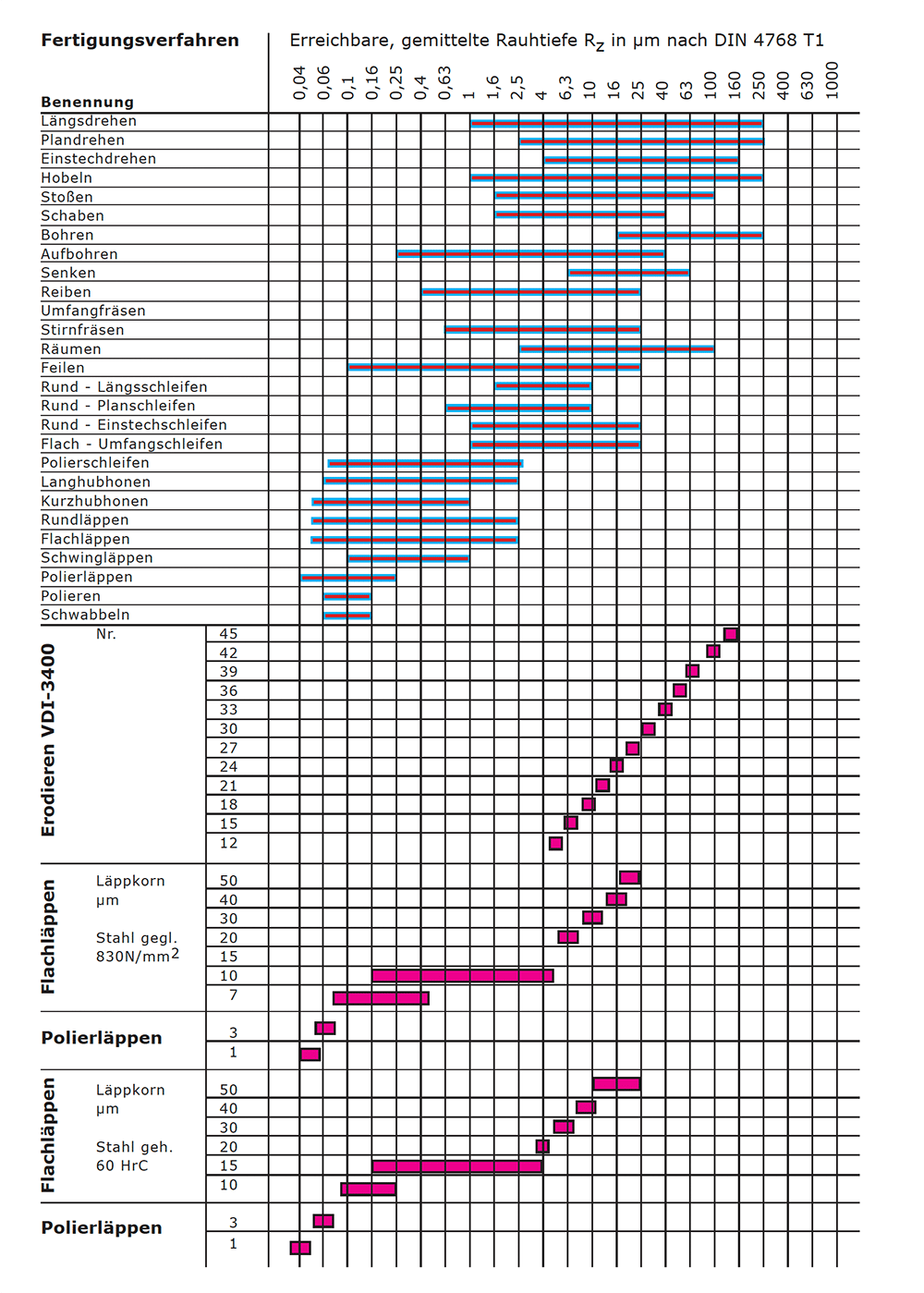
Je nach Fertigungsverfahren können unterschiedliche Rauhtiefen nach DIN 4768 T1 erreicht werden – wir bieten eine Übersicht.
Fehler beim Läppen
Fehler wie Kratzer, Formfehler, hoher Verbrauch oder zu lange Läppzeiten können verschiedene Ursachen haben.
Mehr wissen
Das Schleifen
Schleifen ist ein spanabhebendes Bearbeitungsverfahren, bei dem durch eine Vielzahl kleiner, harter Kristalle (Schleifkörner) undefinierter Geometrie ein Werkstoffabtrag erzielt wird. Charakteristisch für das Schleifen ist die feste Bindung des Kornes (Schleifmittel) im Werkzeug bzw. auf einer Unterlage, z.B. Schleifscheibe oder Schleifleinen.
Die auf der Arbeitsfläche des Werkzeuges verteilten Schleifkörner trennen mit hoher Geschwindigkeit eine große Zahl kleinster Späne vom Werkstück ab.
Das Schleifen hinterlässt gerichtete Spuren und eine glänzende Oberfläche. Folgende Parameter bestimmen die erzielte Rauhtiefe:
- Wahl der Korngröße
- Bindung des Korn ( Härte und Werkstoff)
- Schnittgeschwindigkeit
- Vorschub
- Kühlung

Mehr wissen
Das Läppen
Nach DIN 8589 ist der Läppvorgang ein Spanen mit losem, in einer Flüssigkeit verteiltem Korn. Dieses wird meist mit einem formübertragenden Gegenstück (Läppwerkzeug) bei möglichst ungerichtetem Verlauf der Schneidbahnen (überkreuzend) der einzelnen Körner durchgeführt. Läppen ist ein Feinstbearbeitungsverfahren, bei dem hohe Oberflächengüte und Formgenauigkeit erreicht werden.
Läppen wird auch als künstlicher Verschleißvorgang interpretiert.
Geläppte Flächen weisen noch keinen Glanz auf.
Auf einer geläppten Fläche sind keine gerichteten Bearbeitungsspuren zu erkennen, da das Läppkorn frei abrollt. Die Oberflächen sind stark zerklüftet. Der Läppvorgang kann zu jeder Zeit unterbrochen werden, um Kontrollmessungen durchzuführen. Da die Werkstücke frei geführt werden, ergibt sich kein Verzug.
Ein weiterer Vorteil liegt in dem erwärmungsfreien Arbeiten. Beim Läppvorgang wird die entsprechende Reibungswärme gut über die Werkzeuge abgeleitet, wobei das Fluid zusätzlich als Kühlung dient.

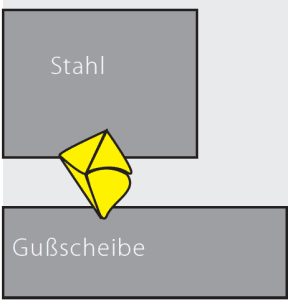
Wirkung des Läppkorns nach Lichtenberger

Im Gegensatz zum Läppen ist die Spur des Schleifkorns sehr gerade und gleichmäßig. Diese Gleichmäßigkeit entsteht aus der festen Bindung des Korns im Schleifwerkzeug.

Das Schema zeigt die Spur des Läppkorns auf seinem Weg über das Werkstück. Das Abrasiv (Korn) befindet sich lose in einer Flüssigkeit, wodurch der unregelmäßige Verlauf in der Spur entsteht.
Wenn wir uns jetzt vorstellen, wie das Läppkorn in sich ständig überkreuzenden Bahnen die Oberfläche bearbeitet, wird klar, dass wir eine gleichmäßig zerklüftete Struktur erhalten.
Definitionen
Werkstück bearbeitbare Werkstoffe: alle festen Körper
Formgenauigkeit = f (Korngröße, Werkstückgröße, spezifische Läppflächenbelastung) 5 – 20% der Läppkorngröße 0,03 – 20 μm
Rauheit = f (Korngröße spezifische Läppflächenbelastung) 5 – 10% der Läppkorngröße
Werkstoffabtrag = f (Korngröße spezifische Läppflächenbelastung/Werkstoff) bis 1 mm/min
Spezifische Läppflächenbelastung bis ca. 20 N/cm2
Läppgeschwindigkeit v = 1,5 – 2,5 m/s
Läppfilmdicke 85 – 90 % der Nennkorngröße

Läppscheibe
Grauguß dichter Perlitguß HB = 180 – 200 kp/mm2
Stahl HRc = 58 – 60
Kupfer
Edelholz
Pech
Kunstharz
Läppflüssigkeit
Öl
Petroleum
Benzin
Terpentin
Wasser
Aufgaben
Schmieren
Kühlen
Kornverteilung
Abriebtransport
Läppfilm
Läppkorn und
Flüssigkeit
Läppkorn
0,1 – 150 μm
Siliziumkarbid
Aluminiumoxyd
Naturkorund
Granat
Borkarbid
Diamant
Einflussgrößen beim Läppen
Werkstoffe des Werkstückes
Zum Läppen eignen sich folgende Werkstoffe:
Stahl, Grauguss, Hartmetall, Aluminium, Kupfer, aber auch Keramiken,
Kunstoff, Kohle und nicht zuletzt Werkstoffe für die Elektronik z.B. Siliziumcarbid,
Germanium, Quarz, Ferrit usw.
Werkstoffe des Läppwerkzeuges
Die Läppscheiben beim herkömmlichen Läppen sind meistens aus
feinkörnigem Perlitguß. Für höhere Abtragsraten findet man auch
Stahl-Läppscheiben im Einsatz.
Für das Polieren bzw. Polierläpppen verwendet man Polierscheiben aus
Zinn, Kupfer, Pech und Textilien. In letzter Zeit kommen mehr und mehr
spezielle Polierläppscheiben aus Metall und Kunststoff zum Einsatz.
Dies wird in einem späteren Punkt noch eingehend erläutert.
Läppmittel
Die Art des Läppmittels richtet sich nach dem zu bearbeitendem Material.
Generell kann man sagen, dass für den maschinellen Einsatz folgende
Regeln gelten:
Je härter das zu läppende Werkstück, je härter die Wahl des Läppmittels.
Als günstig haben sich dabei die nachstehenden Kombinatioen von
Läppulver und Werkstückstoff herausgestellt:
- Korund (weiche Stähle, Guß, Leicht- und Buntmetalle, Kohle und Halbleitermaterialien)
- Siliziumcarbid (vergütete und legierte Stähle, Grauguss, Glas, Porzellan)
- Borcabid (Hartmetall, Keramik)
- Diamant (harte Materialien und zum Polieren)
Korngröße des Läppmittels
Die Korngröße des Läppmittels hat entscheidenden Einfluß auf die ereichbare
Oberflächenqualität (Rauhtiefe) beim Läppvorgang. Dies ist
aber in Verbindung mit dem Läppwerkzeug (Läppscheiben-Material)
zu betrachten.
Korndichte des Läppmittels
Die Korndichte des Läppmittels beeinflusst die Abtragsleistung. Bei
der Anmischung des Läppmittels mit der Läppflüssigkeit kommt es da
auf an, dass die Korndichte nicht zu dünn gewählt wird, um eine Berührung
beim Läppvorgang zwischen Werkstück und Läppscheibe zu
verhindern.
Andererseits sollen natürlich möglichst viele Schneiden des Kornes zum
Einsatz kommen. Bei zu großer Dichte lässt die Abtragsleistung wieder
nach, wenn nicht genügend Anpressdruck beim Läppen vorherrscht.
Anpressdruck
Hierunter versteht man die spezifische Läppflächenbelastung. Die Wahl
des Anpreßdruckes richtet sich nach dem zu läppenden Werkstoff und
nach der konstruktiven Ausführung des Werkstückes. Die Streuung
reicht von 2 – 25 N/cm². Für kleinere Anpreßdrücke reichen normale
Gewichte, welche mit dem Werkstück in den Abrichtring gelegt werden.
Für höhere Anpressdrücke wird die Kraft mit dem Druckzylinder
aufgebracht.
Läppgeschwindigkeit
Die Läppgeschwindigkeit liegt bei 0,3-3m/sec. Die Wahl der Läppgeschwindigkeit
ist ebenfalls von dem Material der Werkstücke und des
konstruktiven Aufbaues abhängig.
Die Läppgeschwindigkeit ist so zu wählen, dass die Erwärmung des
Werkstückes nicht zu groß wird und eine gleichmäßige Benetzung des
Werkstückes mit Läppmittel gewährleistet ist.
Korrektur der Läppscheibe
Die mitlaufenden Abrichtringe bei Einscheiben-Planläppmaschinen haben
folgende Funktionen:
- Korrektur der Läppscheibe bei ungleicher Abnutzung
- Aufnahme der Werkstücke
- Verteilung des Läppmittels
Um die Ebenheit der Läppscheibe kontinuierlich zu überprüfen, empfiehlt
es sich, einen Prüfklotz mitlaufen zu lassen. Bei der Überprüfung
des Prüfstückes kann festgestellt werden, ob die Scheibe konkav oder
konvex ist.
Mehr wissen
Das Polieren
Beim Polieren ist das Schleifkorn weich im Trägerwerkzeug eingebettet.
Es kann sich noch bewegen, aber im Gegensatz zum Läppen nicht mehr rollen. Wir definieren deswegen polieren als beweglich, festen Spanvorgang.
In der Literatur gibt es zwei widersprüchliche Definitionen:
- Polieren ist ein ultrafeiner Schleifvorgang und
mit Materialabtrag verbunden. - Polieren ist ein reiner Einebnungsvorgang
ohne Werkstoffabtrag.
Diese beiden Prinzipien lassen sich in der Praxis nicht trennen. Beim Polieren mit weichen Trägermaterialien ist der Anteil der plastischen Verformarbeit gegenüber einem spanenden Abtrag sehr hoch. Die übriggebliebenen Rauhigkeitsspitzen werden in die noch vorhandenen Täler geschoben.

Erkenntnisse:
Je weicher der Träger, desto tiefer kann das Korn eindringen. Bedeutet, bei gleicher Korngröße wird die Oberfläche feiner.
Für die Praxis bedeutet das:
Mit einem harten Träger vorarbeiten, dann mit der gleichen Körnung mit einem weichen Träger weiterarbeiten. Wir erhalten ohne zusätzlichen Reinigungsschritt eine feinere Fläche.
Verschiedene Trägermaterialien
Läppen:
Harter Träger
Hoher Materialabtrag
kein Glanz
Hart:
Gusseisen
Stahl
Kupfer

mittel
Acryl
Faserstoff
Holz

weicher Träger
Filz
Tuch
Papier
Einfluss des Trägermaterials
Werkstoff: | Stahl gehärtet 1.2767 | |
Resultat: | 4 Messungen/Segment | |
Träger: | Rmax in μm | Ra in μm |
Guss | 1,65-1,95 | 0,12-0,14 |
Messing | 1,50-1,80 | 0,07-0,08 |
Hartblei | 0,45-0,48 | 0,03-0,035 |
Fiber | 0,30-0,35 | 0,03-0,035 |
Kunststoff | 0,20-0,25 | 0,02-0,022 |
Diese Messreihe zeigt sehr gut den Einfluss des Trägermaterials.
Zur Verdeutlichung:
Mit einer Korngröße (45 μm) der Diamantpaste erhalten wir Rauhtiefen von Rmax 1,95 μm – 0,2 μm.
Man erkennt:
je weicher der Läppkornträger – je mehr dringt das Korn in den Träger ein und gibt eine geringere Rauhtiefe.
Polieren
Wenn an die Werkstückoberfläche noch höhere Ansprüche an die Oberflächengüte (Rauhtiefe) gestellt werden, muß ein reines Polierverfahren gewählt werden.
Hierbei kommen Poliertücher zum Einsatz, bei denen das Abrasiv die Möglichkeit hat, noch tiefer einzudringen und lediglich die Spitzen des noch herausragenden Kornes auf die zu bearbeitende Werkstückoberfläche einwirken.
Im Wesentlichen unterscheidet man folgende Typen
Herstellung | Poliermittel | Anwendung |
Tuch gepresst | Diamantpaste bzw. Emulsion, Korn 1 – 6 μm | Für hohe Produktion (große Standzeit), gute Ebenheit |
Tuch gewirkt (Seide) | Diamantpaste bzw. Emulsion, Korn 1 – 6 μm | Gute Ebenheit, optisch spiegelnde Oberflächen, gute Randschärfe |
Tuch gewebt (m. Flor) | Diamantpaste bzw. Emulsion, Korn 1/4–3 μm | Beste Oberfläche, optische Politur, allerdings Kantenverrundung durch Flor |
Tuch geschäumt | Diamantpaste bzw. Emulsion, Korn 1 – 3 μm | Speziell für Glasbearbeitung |
Diamantpasten – Diamantemulsionen – Fluids
- Diamant ist reiner kristallisierter Kohlenstoff
- Diamant ist der härteste bekannte Werkstoff
- Diamant wird gewöhnlich in Karat bemessen
1 Karat = 0,2 g
Entstehung des Diamanten
Natürlicher Diamant entsteht durch hohe Temperaturen und Druck in großer Tiefe der Erdkruste (vulkanische Eruption) = monokristalliner natürlicher Diamant
Synthetischer Diamant
Herstellung seit 1955 durch V erfahren der Firmen De
Beers und General Electric = monokristalliner Diamant
Synthetischer Diamant Die Firma DuPont hat V erfahren zur Herstellung von polykristallinen,
synthetischen Diamanten entwickelt = polykristalliner Diamant
Arten von Diamanten
Zwei Haupttypen von Diamanten werden zum Läppen und Polieren verwendet.
Monokristalliner Diamant
Hier unterscheidet man drei Hauptgruppen.
Naturdiamant
Dieser hat lediglich den Vorteil höherer Temperaturbeständigkeit.
Einsatzgebiet: Verfahren mit hoher Temperaturentwicklung z.B. Bohrkronen für Gesteinsbohrungen.
Metallgebundener Diamant
wird so genannt, weil er in metallgebundener Form zum Einsatz kommt, z.B. für die
Herstellung von Sägen und Schleifscheiben. Dieser Diamanttyp hat eine Kristallform,
die dem Naturdiamant sehr ähnlich ist. Die Schneidkraft ist sehr gut; meist verwendete Diamantform für Diamantpasten und Emulsionen.
Kunstoffgebundener Diamant
wird für Werkzeuge mit Kunststoffbindung verwendet.
Einsatz: Trennscheiben, Schleifstifte. Hierbei brechen die Diamanten leichter
aus der Kunstoffbindung und es entstehen immer scharfe Schneiden. Die Belastbarkeit ist aufgrund der weicheren Bindung nicht so hoch.
Polykristalliner Diamant
Diesen Diamant erkennt man an der dunkleren Farbe. In jedem Partikel
sind eine große Anzahl kleiner, gebundener Partikel. Dies ergibt beim
Arbeitsprozess viele gleichmäßige Schneiden.
Nachteil: erheblich teurer als monokristalliner Diamant.
Bruchverhalten von Diamanten während des Bearbeitungsvorganges

monokristalliner Diamant

polykristalliner Diamant
Anzahl der Partikel / Karat
Korngröße in μm | ca. Anzahl der Körner/Karat |
60 | 264.000 |
45 | 620.000 |
30 | 2.046.000 |
15 | 19.960.000 |
9 | 78.600.000 |
6 | 262.000.000 |
3 | 2.050.000.000 |
1 | 62.000.000.000 |
Weitere Kennzeichen der Diamantpasten und Emulsionen

Mehr wissen
Das Polierläppen
Wie der Name schon sagt, verstehen wir unter PolierLäppen eine Kombination aus Läppen und Polieren. Wir erhalten also in einem Arbeitsgang die Vorteile von beiden Techniken. Läppen bringt uns einen hohen Materialabtrag, Polieren bringt den Glanz.
Wie geht das nun vor sich?
Der Träger für das Polierläppen enthält harte und weiche Bereiche. Über die harten Bereiche rollt das Korn: wir haben einen Läppvorgang. Rollt das Korn jetzt in einen weichen Bereich, wird es hineingedrückt und lose gehalten: wir haben einen Poliervorgang. Beim Polierläppen stellt sich nach wenigen Minuten Glanz auf der Oberfläche ein.

Wie der Name schon sagt, verstehen wir unter PolierLäppen eine Kombination aus Läppen und Polieren. Wir erhalten also in einem Arbeitsgang die Vorteile von beiden Techniken. Läppen bringt uns einen hohen Materialabtrag, Polieren bringt den Glanz.
Beim Polierläppen werden spezielle Läppscheiben verwendet.
Diese Scheiben bestehen aus einer homogenen Mischung aus synthetischen Harzen, Metallpartikeln oder anderen Füllstoffen. In Verbindung mit der Kemet® Diamant-Emulsion erhalten Sie eine Reihe wichtiger Vorteile, die ihre Anforderungen an modernes Läppen und/ oder Polieren erfüllen.
Kemet® - Composite Läppscheiben
- werden mit Diamantpartikeln imprägniert und erzielen hohen Materialabtrag und erheblich geringere Rauhtiefen, als beim herkömmlichen Läppen. Die erzeugten Oberflächen sind bereits reflektierend.
- Der Aufbau garantiert eine „schonende“ Bearbeitung der Werkstückoberfläche.
- Für die unterschiedlichen Werkstückanforderungen gibt es verschiedene Härten, womit selbst weiche Werkstoffe ohne Abrasiv- Rückstände bearbeitet werden können.
- Durch gute Wärmeabfuhr wird das Werkstück nicht durch die Bearbeitungstemperatur beeinflusst.
- Die Kemet® – Composite Läppscheiben halten sehr gut die Ebenheit und können, wenn notwendig schnell konditioniert werden.
- Es werden Polierläppscheiben bis zu 3000 mm Ø hergestellt.
- Die Basisscheibe aus Guss gewährleistet eine große Stabilität.
Fünf verschiedene Kemet® Läppscheiben stehen zur Verfügung:
Kemet® Eisen
Die Universalscheibe mit hohem Materialabtrag bei guten Poliereigenschaften.
Kemet® XP
Für noch bessere Planheit bei verschiedenen Materialien. Häufig werden mit der XP bei harten Werkstoffen Hochglanzpolituren erreicht.
Kemet® Kupfer
Für feine Läpp- und Polierarbeiten an weicheren Materialien.
Kemet® Zinn
Ist die weichste Kemet® Scheibe für Hochglanzpolituren in Verbindung
mit feinen Kemet® Diamant-Emulsionen.
Kemet® Keramik
wurde entwickelt für Sonderaufgaben. Diese sehr harte Scheibe wird häufig dort eingesetzt, wo „saubere“ Läpp-Prozesse
gefordert werden.
Wesentliche Merkmale der Kemet® Polierläppscheiben
Scheiben Typ | Eigenschaften | Abmessung Ø mm |
Kemet® Eisen | Härteste Scheibe, mit der die höchste Abtragsraten erzielt werden. | 380 400 610 700 |
Kemet® XP | Harte Scheibe für universellen Einsatz. Guter Materialabtrag und gute Ergebnisse bezügl. Rauhtiefe. | 380 400 610 700 |
Kemet® Zinn | Weiche Scheibe für Polierarbei- ten. Erzielung kleinster Rauhtie- fen, wobei der Materialabtrag nicht im Vordergrund steht. | 380 400 610 700 |
Kemet® Kupfer | Für Läpparbeiten an weichen Materialien. | |
Kemet® Keramik | Scheibe für Sonderaufgaben. |
Kemet® Polierläpp-Scheiben sind bis Ø 3.000 mm lieferbar.
Bei Anfrage / Bestellung bitte Maschinentyp und Scheibenaufnahme angeben.
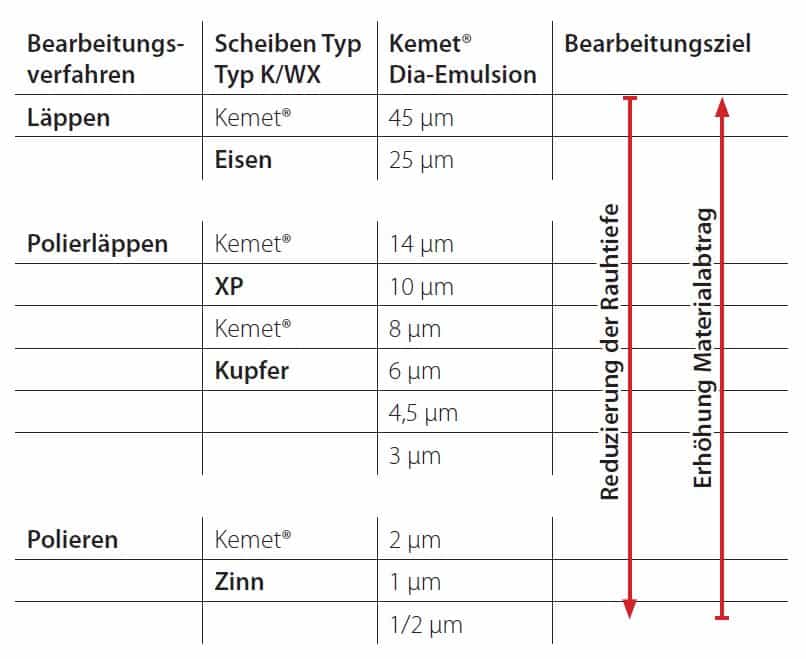
Bei allen Kombinationen – Scheibe und Diamant-Emulsion – werden reflektierende Oberflächen erzielt. Die Härte der Scheibe beeinflusst im wesentlichen den Materialabtrag; die Körnung der Diamant-Emulsion die Rauhtiefe.
Mehr wissen
Ebenheitsmessung

Prüfung bzw. Messung der Ebenheit mit Haarlineal

Haarlineale bzw. Ebenheitsmeßlehren werden regelmäßig zur Überprüfung der Ebenheit der Läppscheibe verwendet. Hierbei sollten Sie diese beiden Punkte immer bedenken: Die Ebenheit der Läppscheibe auf Ihr Werkstück gespiegelt, also kann die Ebenheit Ihres Werkstücks immer nur so gut werden, wie die Ebenheit der Läppscheibe.
Im schlimmsten Fall brauchen Sie für die Wiederherstellung der Ebenheit der Läppscheibe so viel Zeit, wie Sie aufgewendet haben, um die Scheibe konkav oder konvex zu machen. Wenn Sie also nur alle 4 Wochen die Ebenheit prüfen …
Messen mit monochromatischer Lichtquelle und Planglas
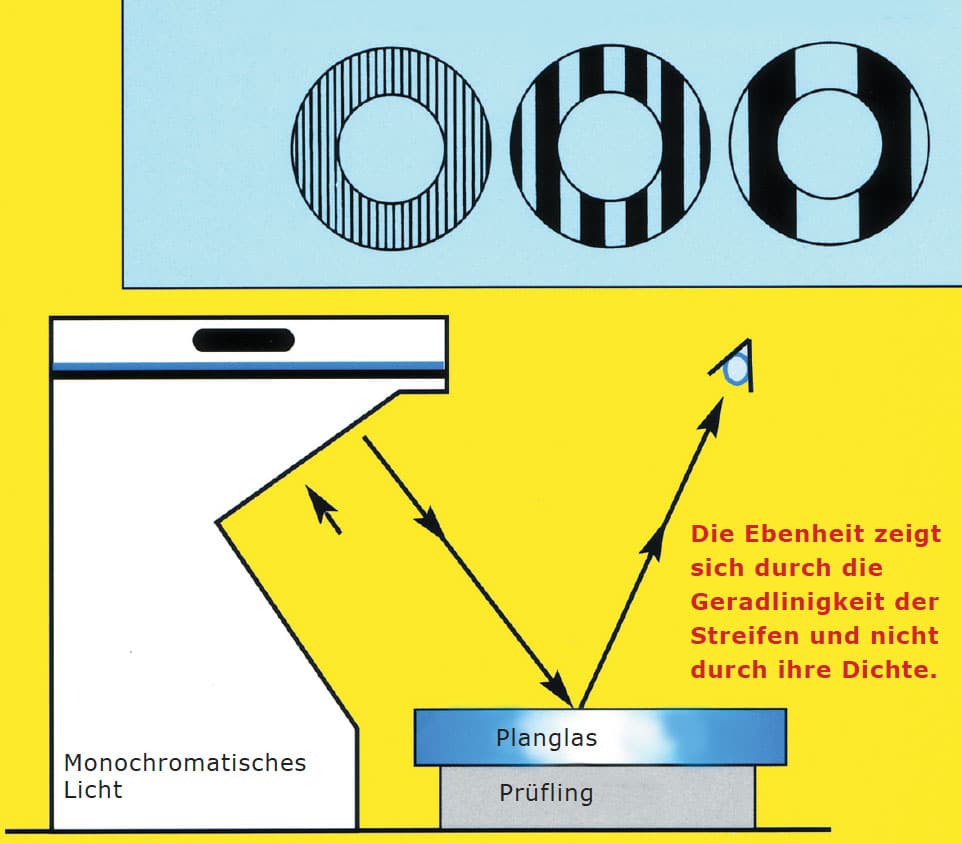
Wie wird mit Planglas und monochromatischem Licht gearbeitet ?
- Reinigen Sie die Oberfläche des Prüfling und des Planglases sorgfältig mit einem weichen Tuch. Beide Oberflächen müssen absolut sauber sein.
- Legen Sie das Planglas vorsichtig auf den Prüfling.
- Sobald das Planglas aufliegt, werden die Lichtbänder sichtbar. Verschieben Sie das Planglas vorsichtig, bis Sie Lichtbandformen – wie oben gezeigt – sehen.
Die Lichtbänder oder Interferenzstreifen zeigen
die Abweichung des Prüflings zum Planglas.
Plangläser werden aus thermisch stabilem, keramischen Spezialglas hergestellt. Die Genauigkeit beträgt 1/10 Lambda = 0,03 μm.
Was sind Lichtbänder?
Monochromatisches Licht, d. h. Licht mit einer einheitlichen Wellenlänge, durchdringt ein planes Glas und wird von der polierten Oberfläche des Prüflings reflektiert. Hierdurch entstehen helle und dunkle Streifen, die Lichtbänder oder Interferenzstreifen.
1 Lichtband = 0,00029 mm
Typische Lichtbänder unter monochromatischem Licht und Planglas

Einsatz und Wartung
- Das Monochromatische Licht arbeitet mit einer Sodium-Lichtquelle, die durch eine Mattscheibe geschützt ist. Mit zunehmender Betriebsdauer wird die Sodiumröhre schwächer. Sie sollte dann ausgetauscht werden.
- Das Planglas bekommt im Laufe der Zeit Kratzer, die ein genaues Ablesen erschweren. Plangläser können wieder aufgearbeitet werden. Wir erstellen hier gerne ein Angebot für Sie. Sollte ein Planglas beschädigt worden sein, muss es durch ein zweites Glas auf Ebenheit geprüft werden, bevor es weiter verwendet wird.

Monochromatische Lichtquelle

Optische Plangläser
Ebenheit der Läppscheibe


Die ungleiche Abnutzung der Läppscheibe wird durch die unterschiedlichen Werkstücke hervorgerufen. Wenn man den Effekt der Abnutzung kennt, kann schon eine kompensierende Korrektur der Scheibe mit Hilfe der Abrichtringe während des Bearbeitungsprozesses vorgenommen werden.
Oberflächenwerte
Oberflächen werden durch verschiedene Bearbeitungsstufen erstellt. Die erzeugte Geometrie läßt sich durch 3 Faktoren beschreiben:
Rauhigkeit • Wellenform • Form
Parameter

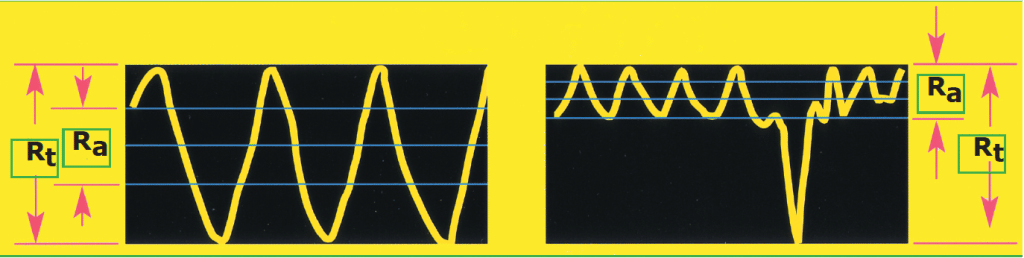
Ra = ist der arithmetische Mittelwert der Beträge aller Probewerte des Rauhigkeitsprofils.
Rt = ist der Abstand von der höchsten Spitze zum tiefsten Tal über die gesamte Messstrecke.
Mehr wissen
Rauhtiefe
Fertigungsverfahren
Zum größeren Ansehen der Tabelle Bild anklicken!
Nr. | Bearbeitete Werkstücke | Planheit Lichtbänder | Oberfläche Ra in μm |
1. | Dichtung aus Stellit | 1 LB | 0,025 |
2. | Teil einer Wasserpumpe aus Gußeisen | 1 LB | 0,05 |
3. | Sicherheitsdruckventil aus gehärtetem Stahl | 1 LB | 0,025 |
4. | Pumpenplatte u. Getriebeteile aus gehärtetem Stahl | 2 LB | 0,025 |
5. | Aluminiumdichtung | 1 LB | 0,025 |
6. | Bandführung aus rostfreiem Stahl | 1 LB | 0,025 |
7. | Teil für Dieseleinsprizung aus gehärtetem Stahl | 1 LB | 0,025 |
8. | Keramik-Dichtplatte | 1 LB | 0,1 |
9. | Mikrometer-Spindel und -Amboß aus gehärtetem Stahl | 1 LB | 0,012 |
10. | Messingschnalle | 1 LB | 0,012 |
11. | Kohle-Dichtung | 1 LB | 0,05 |
12. | Ferritkern | 1 LB | 0,02 |
13. | Steuerteil aus Aluminium | 1 LB | 0,01 |
14. | Dichtungs aus Nickellegierung | 1 LB | 0,02 |
15. | Parallelendmaß aus Hartmetall | 1 LB | 0,006 |
16. | Hartmetallplatte | 1 LB | 0,025 |
17. | Magnetbandkopf | 1 LB | 0,025 |
18. | Messingfeder | 1 LB | 0,025 |
19. | Teil für Dieseleinspritzung aus gehärtetem Stahl | 1 LB | 0,025 |
20. | Dichtscheibe aus rostfreiem Stahl | 1 LB | 0,025 |
21. | Keramik-Dichtung | 1 LB | 0,1 |
22. | Reglerteil aus Messing für Sicherheitsventil | 1 LB | 0,012 |
23. | Steuerteil aus rostfreiem Stahl | 1 LB | 0,02 |
24. | Keramik-Dichtung | 1 LB | 0,1 |
25. | Teile aus rostfreiem Stahl | 1 LB | 0,02 |
26. | Teil für Hörgerät aus Stahl | 1 LB | 0,02 |

Typische Prozessdaten beim Einsatz von Kemet Polierläppscheiben in Ver- bindung mit Kemet Diamantemulsi- onen.
Allgemeine Prozessdaten:
Maschine :Kemet 24“
Scheiben Ø 610 mm
Drehzahl : 58 min-1
Zu bearbeitende Fläche 150 cm2
Läppdruck : 1-2 N/cm 2
Werkstoff | Scheiben Typ | Kemet® | Rauhigkeit in μm | Materialab- trag | |
Diamant | Ra | Rt | in μm / min | ||
Keramik | Kemet® Eisen | K 14 | 0,25 | 2,26 | 7,0 |
Kemet® XP | K 3 | 0,05 | 0,77 | 3,0 | |
Kemet® Zinn | K 1 | 0,04 | 0,55 | 0,5 | |
Hartmetall | Kemet® Eisen | K 25 | 0,1 | 0,8 | 3,0 |
Kemet® XP | K 6 | 0,013 | 0,1 | 0,7 | |
Rostfreier | Kemet® Eisen | K 14 | 0,09 | 0,67 | 5,0 |
Stahl | Kemet® XP | K 3 | 0,01 | 0,09 | 1,5 |
Kemet® Zinn | K 1 | 0,01 | 0,06 | 0,15 | |
Stahl, gehärtet | Kemet® Eisen | K 25 | 0,14 | 1,15 | 5,0 |
| Kemet® XP | K 6 | 0,03 | 0,21 | 2,0 |
Kemet® Zinn | K 1 | 0,008 | 0,1 | 0,15 | |
Stahl, | Kemet® Eisen | K 14 | 0,08 | 0,63 | 4,0 |
| Kemet® XP | K 6 | 0,02 | 0,15 | 1,3 |
| Kemet® Eisen | K 14 | 0,08 | 0,73 | 1,25 |
Kemet® XP | K 6 | 0,03 | 0,24 | 0,75 | |
Kemet® Zinn | K 3 | 0,01 | 0,15 | 0,15 | |
Ferrit | Kemet® XP | K 6 | 0,06 | 0,95 | 1,3 |
Mehr wissen
Fehler beim Läppen
Kratzer
Ursache
unsauberes Läppmittel, sonstige Verunreinigungen
Beseitigung
einwandfreies Läppmittel verwenden. Aufbewahrung in staubsicher verschlossenen Behältern
Ursache
unsaubere Werkstücke mit Staub oder Spannreste
Beseitigung
Werkstücke vor dem Läppen waschen
Ursache
Werkstück mit Grat
Beseitigung
Grat abziehen, bzw. Kanten brechen
Ursache
Werkstück mit Grat
Beseitigung
Grat abziehen, bzw. Kanten brechen
Ursache
unsaubere Werkzeuge und Maschinen
Beseitigung
Werkzeuge und Maschinen reinigen. Getrennte Maschinen und Werkzeuge für Vor- und Fertigläppen
Ursache
Vor- und Fertigläppmittel nicht richtig aufeinander abgestimmt.
Beseitigung
Körnungen so wählen, dass Schleifspuren vom nachfolgenden Läppmittel schnell entfernt werden.
Ursache
staubiger Arbeitsraum
Beseitigung
Stauberzeugende Maschinen z. B. Schleifmaschine aus dem Arbeitsraum entfernen.
Formfehler
Ursache
die zu läppende Fläche ist zu klein
Beseitigung
paketweises Läppen, Läppen mit Auflage, Führungen, Vorrichtungen
Ursache
schlechte Vorbearbeitung
Beseitigung
so formgenau wie möglich vorarbeiten
Ursache
fehlerhaftes Werkzeug
Beseitigung
Werkzeug nacharbeiten
Ursache
schlagendes Werkzeug
Beseitigung
Werkzeug einwandfrei ausrichten nach der pendelnden Bewegung
Ursache
zu hohe Läppgeschwindigkeit
Beseitigung
Läppgeschwindigkeit reduzieren
Ursache
zu dicker Läppmittelfilm
Beseitigung
Läppmittelzufuhr verringern oder dünnere Läppflüssigkeit verwenden
Ursache
zu lange Läppzeit
Beseitigung
genauere Vorarbeit, geringere Läppzugaben
Verbrauch zu hoch
Ursache
ungenaue Vorbearbeitung und große Läppzugaben
Beseitigung
genauere Vorarbeit, geringere Läppzugaben
Ursache
ungeeignete Läppbewegungen
Beseitigung
Werkzeugfläche möglichst
gleichmäßig nutzen
Zu lange Läppzeit
Ursache
ungeeignetes Läppmittel
Beseitigung
anderes Läppmittel ausprobieren
Ursache
falsche Stufung der Körnung
Beseitigung
gegebenenfalls in 2 oder mehr Stufen vor-/fertigläppen
Ursache
zu niedrige Läppgeschwindigkeit
Beseitigung
höhere Läppgeschwindigkeit
Ursache
zu niedriger Läppdruck
Beseitigung
höherer Läppdruck
Ursache
Schlechte Vorbearbeitung, zu große Läppvorgabe
Beseitigung
genau vorarbeiten mit wenig Läppzugabe
Ursache
Werkstückform ungünstig
Beseitigung
läppgerechte Gestaltung
Ursache
falsche Läppmittelmenge
Beseitigung
Läppmittelzufuhr verringern oder erhöhen

